
ایک انتخاب اور جگہ کی مشین منتخب کرنے کے لئے کس طرح
ایک پیسٹ اور جگہ مشین پیسٹ، جگہ، اسمبلی آپریشن ریفلوو میں دوسرا مرحلہ ہے. "جگہ" کی تقریب "سولڈر پیسٹ" تقریب (سٹینسل پرنٹر) کی پیروی کرتا ہے. 'جگہ' آپریشن بورڈ پر ایک اجزاء کا انتخاب کرتا ہے اور اسے ضائع کرتا ہے اور اسے پوزیشن میں ڈرا دیتا ہے. چن اور جگہ کا سب سے آسان ذریعہ ہاتھ سے ہے، یہ دستی طور پر ایک جزو سے ایک جاندار اٹھا رہا ہے، ایک چمٹی کے جوڑی اور ایک میگنفائنگ گلاس کی مدد سے، بورڈ پر پوزیشننگ اور ایک ہاتھ سے آپریشن مکمل کرنے کے، منعقد سولڈرنگ آئرن.
اگر یہ ایرر برقرار رہے تو ہمارے ہیلپ ڈیسک سے رابطہ کریں. غلط استعمال کی اطلاع دیتے ہوئے ایرر آ گیا ہے. دیگر چیزوں پر غور کرنے کے لئے - اجزاء کا سائز (بڑا یا چھوٹا) - جگہ اور ٹھنڈا کرنے کے لئے ضروری وقت پر اثر انداز ہوتا ہے. ٹھیک پچ اجزاء ایک اور مسئلہ ہیں، جہاں زیادہ صحت سے متعلق اور درستگی کی ضرورت ہوتی ہے، اور انسانی عنصر کھیل میں آتا ہے. اس کے بعد کام زیادہ محتاط اور وقت لگ رہا ہے.
سب سے پہلے، ہم صارفین کے لئے مشین سے معاون دستی نظام پر توجہ مرکوز کریں گے جو ایک روزانہ بور بورڈوں سے ایک دن زیادہ زیادہ پیداوار والی حجم تک پہنچنے میں دلچسپی رکھتے ہیں. مکمل طور پر خود کار طریقے سے نظام پیچیدہ ہیں کہ ہم ان کو الگ الگ کریں گے.
پیداوار کا خاتمہ
آئیے مختلف قسم کے مشین سے متعلق کردہ دستی نظام کے لئے پیداوار کی حدود کو خطاب کرتے ہوئے شروع کریں. مقابلے کے مقاصد کے لئے، چونکہ تمام سرکٹ بورڈ سائز اور پیچیدگی میں مختلف ہوتی ہیں، ہم فی گھنٹہ اجزاء یا CPH کے لحاظ سے جلد کے بارے میں بات کریں گے. یہ آپ کو اس بات کا فیصلہ کرنے میں مدد ملے گی کہ خود کار طریقے سے آپ کی ضرورت ہو گی.

پیمانے پر بہت کم پیمانے پر - دستی ہاتھ کے نظام کا استعمال کرتے ہوئے - صرف اخراجات غیر مشین کی مدد کردہ دستی جگہ کا تعین کرنے کے لئے مناسب ہاتھ والے اوزار ہے. سپیکٹرم کے اعلی اختتام پر، یہ مشینیں اکثر ماڈیولر یا ہائی سپیڈ غیر منحصر آپریشن کے لئے مرضی کے مطابق ہوتے ہیں. اس مارکیٹ میں خریداروں کی ابتدائی لاگت سے ROI پر زیادہ لگ رہی ہے.
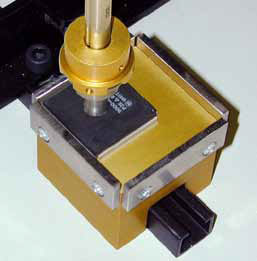
 نمبر 1: مدد کے لئے دستی سر اور armrest کی مثال |
دستی اور نیم خودکار نظام
چھوٹے، بڑھتی ہوئی کارروائیوں کے لئے ایک دستی انتخاب اور جگہ کا نظام لازمی ہے، جس کے نتیجے میں معیار کو بہتر بنانے کے ساتھ ساتھ ان کے ہاتھ سے منعقد پیداوار کی جلد میں اضافہ کرنے کی ضرورت ہوتی ہے، اس طرح دوبارہ کام کرنے سے انکار یا مسترد کرنا؛ تاہم، تعیناتی کی درستگی اب بھی آپریٹر کی صلاحیت کی طرف سے محدود ہے. مشین سے متعلق دستی نظام کے فوائد میں شامل ہیں:
کم آپریٹر تھکاوٹ
کم جگہ کی غلطیاں
بہتر کنٹرول
بہتر پیداوار، کم rework
ایک مشین کی مدد سے دستی نظام خلا کے پٹھوں کے سر یا قلم کے ساتھ ایک XY انڈیکسنگ کے طور پر خصوصیات کے ساتھ لیس کیا جا سکتا ہے؛ آپریٹر تھکاوٹ کو دور کرنے میں مدد کے لئے ergonomic فکسچر؛ اور X اور Y کے علاوہ میں θ (گردش) اور Z (اونچائی) پوزیشننگ کے لئے اضافی فکسچر.
 تصویر 2: اجزاء ٹرے اور فیڈرز |
کچھ مشینیں ایک اختیاری مائع سولڈر پیسٹ ڈسپینسر پیش کرتے ہیں، جو اس سلسلے میں ایک اجزاء پرنٹر استعمال نہیں کیا گیا ہے جس میں صرف اجزاء کو بورڈ پر ڈالنے سے قبل لاگو کیا جاتا ہے. اضافی اختیارات میں شامل ہیں:
اجزاء ہینڈلنگ ٹرے
مائع ڈسپنسر
ٹیپ فیڈرز
فیڈر ریک
ویژن اسسٹ اختیار
اختیاری بناتا ہے
زیادہ تر معاملات میں، مشین سے مدد کردہ دستی نظام صرف چند ضروریات کے ساتھ خریدا جا سکتا ہے، اور مطلوبہ طور پر بعد میں مطلوبہ اختیارات شامل کیے جا سکتے ہیں.
 تصویر 3: ایک نقطہ نظر سے متعلق دستی مشین |
نیم خودکار نظام
آج مارکیٹ میں زیادہ سے زیادہ خود کار طریقے سے نظام کی بڑھتی ہوئی سستی کی وجہ سے اب بھی بہت کم سیمیومیٹک مشینیں موجود ہیں. انہیں اصل میں متعارف کرایا گیا تھا جب دستی سے مکمل طور پر خود کار طریقے سے خود کار طریقے سے نظام کو چھلانگ لگنا ممنوع تھا اور دستی آپریشن کی مدد کے لئے کچھ خصوصیات کے ساتھ دستیاب کیا گیا تھا.
زیادہ بہتر طریقے سے "بہتر کردہ دستی" نظام کے طور پر کہا جاتا ہے، نیم خود کار طریقے سے اٹھاؤ اور جگہ کی مشینیں عام طور پر ایک ویژن سسٹم کے ساتھ ایک کمپیوٹر انٹرفیس میں شامل ہوتا ہے، جس سے پتہ چلتا ہے کہ اجزاء کہاں جاتے ہیں، لیکن خود کار طریقے سے خود کار طریقے سے کیا جاتا ہے. اس قسم کی مشین کمر حجم ایپلی کیشنز کے لئے زیادہ درست طریقے سے آپریٹر پوزیشن الٹرا ٹھیک پچ اجزاء میں مدد کرتا ہے، ایک ایسا آپریشن جو آسان مشین سے متعلق دستی مشین کا استعمال کرتے ہوئے بہت مشکل ہے.
استعمال میں آسانی
سب سے زیادہ انتخاب اور جگہیں مشین بورڈ کے سائز کی کافی وسیع اقسام کو سنبھال لیں گے، جس میں 16 "x 24" تک بورڈوں کو ایڈجسٹ کرنے کے لئے ڈیزائن کیا گیا ہے. اس اجزاء پر کنٹرول کی آسانی بھی ہے، جو سادہ سیکھنے والی وکر کے ساتھ درستگی میں مدد کرتی ہے. زیادہ تر مقدمات میں، کوئی تربیت کی ضرورت نہیں ہے.
بجلی کی ضروریات کو نظر انداز نہ کریں. اس بات کو یقینی بنائیں کہ آپ کونسی مشین خریدیں گے جو آپ کے ماحول میں پلگ ان اور کھیل کرے گی، بغیر کسی نئی وائرنگ میں ھیںچو یا اڈاپٹر / ٹرانسمیشن پر منصوبہ بندی کریں.
خود کار طریقے سے پٹ اور پلیٹ مشینیں
ہم مشین کی صلاحیت کے دو پہلوؤں کے بارے میں بات چیت شروع کرینگے - درستی اور repeatability، اور اٹھاو اور جگہ سینٹرنگ طریقوں.
ACCURACY اور REPEABILITY
پیداوار کی مشینوں کے لئے، ہم عام طور پر +/-001001 کی درستگی کے ساتھ ایک مشین کی تلاش کی سفارش کرتے ہیں اور 12 ملین کی ٹھیک پچ صلاحیت کو بار بار کی بنیاد پر نیچے دیتے ہیں. کم مہنگی مشینیں اکثر اس نمائش کو پورا نہیں کرتے ہیں، لہذا اس سے کچھ معلوم ہے.
زیادہ تر لاگت مشینیں بھی کمپیوٹر یا سافٹ ویئر کے ساتھ معیاری نہیں آئیں گے، جو درست نہیں ہیں تو دوبارہ دوبارہ پہلوؤں کے ساتھ مدد کرسکتے ہیں. جبکہ کچھ بہتر ٹیکنالوجی پیش کر سکتا ہے - زیادہ سے زیادہ نہیں.
پٹ اور مرکز سینٹرنگ
اٹھا اور جگہ کے لۓ چار (4) طریقوں ہیں:
کوئی مرکز سازی نہیں
لیزر سینٹرنگ
مکینیکل (جبڑے)
ویژن سینٹرنگ
1. طریقہ 1: پلیٹ فارم کے لئے اجزاء کے لے آؤٹ پوائنٹ پر انحصار کرنے کے علاوہ کوئی مرکز نہیں ہے . دوسرے الفاظ میں، آلے کے سر کی طرف سے اٹھایا جانے کے بعد حصے جسمانی طور پر مرکوز نہیں کرتی ہے، اور اگر اس آلے پر اس مرکز کو منتخب کیا جاتا ہے، تو اس بورڈ پر رکاوٹ ہو جائے گا. یہ واضح طور پر ایک بہت درست جگہ کا طریقہ نہیں ہے کیونکہ اس میں کوئی قابل رواداری نہیں ہے. آپ کو یہ طریقہ کار hobbyists یا اساتذہ کی طرف سے استعمال کیا جاتا ہے تلاش کرنے کی توقع کر سکتے ہیں، لیکن یقینی طور پر کسی قسم کی صحت سے متعلق پیداوار کے ماحول میں نہیں. وہاں بہت سے اختیارات دستیاب نہیں ہیں، اور طویل مدتی وشوسنییتا قابل اعتراض ہے.
ایک. پیشہ: کم قیمت.
ب. کنس: کم درستگی، repeatability اور طویل مدتی وشوسنییتا، کوئی اختیار، یا اسپیئر حصوں.
سی. سائز کی حد: کوئی معقول برداشت نہیں
 تصویر 4: مکینیکل سینٹرنگ |
2. طریقہ 2: مکینیکل سینٹرنگ جبڑے یا انگلیاں اس طریقہ میں، جزو اٹھایا جاتا ہے اور اپ کے سر پر X اور Y محور میں اس کی مرکز کی حیثیت میں منتقل ہو جاتا ہے. عام طور پر، اس طریقہ کو قائم کرنے کے لئے آسان ہے اور +/- 001 "درستگی کے اندر دوبارہ دوبارہ قابل استعمال. یہ مرکز سازی کا طریقہ عموما درمیانی رینج کی مشینوں میں پایا جاتا ہے.
ایک. پیشہ: سیکھنے اور قائم کرنے میں آسان؛ repeatable؛ فی الحال دستیاب ترین ترین طریقہ میں سے ایک؛ ایک حقیقی "پر پرواز" نظام؛ کم قیمت.
ب. کنس: جسمانی طور پر جزوی کو چھٹکارا دیتا ہے جو بعض قسم کے حصوں کے لئے مناسب نہیں ہوسکتا ہے، خاص طور پر ان نازک لیڈز کے ساتھ.
سی. سائز کی حد: 0201 تک 35 ملی میٹر مربع تک پیکیج.
3. طریقہ 3: لیزر مرکزنگ اس طریقہ میں، جزو ایک لیزر بیم کے ساتھ ان لائن اٹھایا جاتا ہے جس میں آلے کے سر پر جزو کی مرکز کی حیثیت کا پتہ لگاتا ہے اور ایکس، Y محور اور اس کی پوزیشن کے مطابق حصہ کے صفر پوائنٹ کو دوبارہ ترتیب دیتا ہے. بورڈ پر صحیح جگہ کے تعین کے لئے سر سے رشتہ دار پوزیشن.
 تصویر 5: میکانی چوک (پرانا ورژن) |
ایک. پرو: Touchless؛ پر پرواز (میکانی طریقہ کار کی طرح).
ب. کنس: یہ کم قابل اعتماد ہے. حصوں کی اقسام پر پابندیاں ہیں جو اس کو سنبھال سکتے ہیں، جیسے بہت پتلی اجزاء (اگر .050 پتلی، ان میں سے ایک ہی بیچنے والے کی وجہ سے حصہ مختلف حالتوں کی وجہ سے ری سیٹ کرنے کی ضرورت ہوسکتی ہے)؛ زیادہ سے زیادہ سیٹ اپ وقت کی ضرورت ہوتی ہے کیونکہ ز محور (حصہ کی موٹائی) کی وضاحت کی جائے گی؛ مکینیکل سینٹرنگ سے زیادہ مہنگی ہے، لیکن ویژن کے بارے میں.
سی. سائز کی حد: 0402 پیکجوں کے نیچے یا 35 ملی میٹر مربع سے زائد حصے کو مرکز نہیں بنا سکتا.
4. طریقہ 4: یہاں وسعت سنبھالنے، یہاں دو قسمیں ہیں، دیکھو - نیچے اور دیکھو اپ. نظر آتے ہوئے نقطہ نظر اس کا اٹھاو مقام کے لۓ اسے منتخب کرنے سے قبل اجزاء کے سب سے اوپر ملاحظہ کریں گے. اس کے بعد اس کا مرکز شمار کیا جاتا ہے، اس کی ذخیرہ شدہ ڈیٹا بیس سے اپنی تصویر کی فائل کا موازنہ کرتا ہے، اس کے بعد اجزاء کو اٹھایا جاتا ہے اور اسے بورڈ پر اپنی پوزیشن میں منتقل کرتا ہے.
ایک. پیشہ: سچے ٹھوس سینٹرنگ؛ عجیب سائز اور نازک اجزاء کو سنبھال سکتے ہیں؛ دیکھو - نیچے ویژن سینٹرنگنگ کی جگہ لے لے درست ہے +/- 004 ".
ب. کنس: نقطہ نظر کے نظام کو سکھانے کی ضرورت کی وجہ سے عام طور پر طویل عرصہ سے سیٹ اپ کے وقت مشین کی ڈیٹا بیس میں ذخیرہ شدہ حصہ تصاویر کی شناخت کیسے کریں؛ پروسیسنگ کے لئے ضروری وقت کے ٹکڑے کی وجہ سے مرکز کا ایک سست طریقہ. ویژن میکانی طریقہ سے کہیں زیادہ مہنگا ہے؛ نظر آتے نظر کے لۓ، اس حصے کو اس کے پلے بیک پوائنٹ سے بورڈ پر اپنی جگہ پر لے جا سکتا ہے.
سی. سائز کی حد: 0402 - 15 ملی میٹر
 تصویر 6: دیکھو اور نظر آتے نظر آتے نظر آتے ہیں |
دیکھو اپ وینژن کا طریقہ سب سے صحیح مرکز دستیاب ہے. اجزاء سب سے پہلے اٹھایا علاقے سے اٹھایا جاتا ہے، ایک کیمرے اسٹیشن میں منتقل ہوا جس میں جزو کے نچلے حصے پر نظر آتا ہے اور اس کی حیثیت کی حیثیت کا حساب کرتا ہے.
ایک. پرو: سچائی ٹھوس مرکزنگ، نازک اجزاء کو ہینڈل کرتا ہے؛ درست / + .001 کے لئے درست "پوزیشننگ کی صلاحیت
ب. کنس: عام طور پر، وژن کے نظام کو سکھانے کی ضرورت کی وجہ سے زیادہ وقت سازی کا وقت، مشین کی ڈیٹا بیس میں ذخیرہ شدہ تصویر کی شناخت کیسے کرتا ہے؛ پروسیسنگ کے وقت کی وجہ سے مرکز کا ایک سست طریقہ ہے؛ میکانی میکانی طریقہ سے کہیں زیادہ مہنگا ہے.
سی. سائز کی حد: 01005 - 50 ملی میٹر (چھوٹے اور زیادہ تفصیل دیکھ سکتے ہیں)
آپ کو منتخب کرنے کے لۓ اپ اور سینٹرنگ طریقہ آپ کی پیداوار کی ضروریات کے معیار اور رفتار پر بہت زیادہ اثر و رسوخ کا حامل ہوگا، اس کے ساتھ ساتھ اس مشین کو دوبارہ اس کی درستگی سے متعلق کیا تعلق ہے. لیکن، یہ صرف آغاز ہے.
کسی بھی پیچیدہ مشین کے طور پر، قیمت اور صلاحیتوں کے درمیان تجارت کی تجارت ہو گی، خاص طور پر پیداوار کی درستگی اور پیداوار سے متعلق. ہم اگلے ایڈریس کریں گے:
مکینیکل پوزیشننگ کے طریقوں
مشین کی تعمیر
سولڈر پیسٹ سیال ڈسپینس
اجزاء فیڈر
تجزیہ کرنے کے لئے، تشخیص کے عمل کو شروع کرنے کے بعد، ذہن میں رکھنے کے لئے دو معقول عوامل موجود ہیں جن کا تعین کیا گیا ہے کہ آپ کی مشین کی ضروریات کو کس طرح مناسب ہے. پہلا پرنسپل عنصر سی پی ایچ (فی گھنٹہ اجزاء) ہے، اور ثانوی عنصر مشین کی صلاحیت ہے. جبکہ یہ سمجھنے کے لۓ تخلیقی ہے کہ کس طرح پروڈکشن کی شرح ایک چن اور جگہ کی مشین کی کارکردگی اور کارکردگی کو متاثر کرتی ہے، براہ کرم ان حصوں کے لئے پہلے دو باب کو ملاحظہ کریں.
آپ کی ضروریات کے لئے صحیح آٹو کو منتخب کرنے اور مشین کو منتخب کرنے میں مدد کرنے میں مشین کی صلاحیت کا دوسرا تعامل عنصر ہے. اس باب میں، ہم مشین کی صلاحیت کے تین پہلوؤں سے خطاب کریں گے جو حتمی بورڈ کے معیار اور پیداوار کی پیداوار پر براہ راست اثر رکھتے ہیں.
اجزاء کی منتقلی کے نظام
 تصویر 7: اجزاء اٹھاو پٹی |
ہر باب کے بعد پچھلے باب میں بیان کردہ طریقوں میں سے کسی ایک ذریعہ اٹھایا جاتا ہے اور اس کے وسط میں مرکوز ہوتا ہے، اس کے بعد اسے XY پوزیشن میں، بورڈ پر درست طریقے سے تعین کیا جانا چاہئے. عام طور پر پوزیشننگ کے لئے استعمال ہونے والے تین طریقے ہیں:
کوئی رائے کے نظام کے ساتھ پوزیشننگ (کھلا لوپ نظام)
روٹری انکوڈرز کے ساتھ پوزیشننگ (بند لوپ نظام)
لکیری انکوڈرز کے ساتھ پوزیشننگ (بند لوپ نظام)
طریقہ 1: کوئی پوزیشننگ آراء لوپ اس نظام میں، ہر XY محور میں قدم کی تعداد کی طرف سے پروگرام میں وضاحت بورڈ پر ایک جگہ پر موٹر کو چلاتا ہے، لیکن یہ بتانے کا کوئی طریقہ نہیں ہے کہ یہ صحیح طور پر صحیح طور پر ختم ہو جائے. جگہ. یہ نظام پوزیشننگ کے لئے stepper موٹرز استعمال کرتے ہیں.
ایک. پیشہ: کم قیمت
ب. Cons: ناقابل اعتماد درستگی؛ اعلی معیار کی پیداوار کے لئے سفارش کی نہیں
طریقہ 2: روٹری انکوڈر کے ساتھ پوزیشننگ اس طریقہ میں، ایک انکوڈر کو براہ راست موٹر شافٹ پر نصب کیا جاتا ہے اور کنٹرول سسٹم میں پوزیشن کی رائے فراہم کرتا ہے؛ تاہم، یہ صرف موٹر پوزیشن کی خبر دیتا ہے، اور XY محور کی اصل حیثیت نہیں ہے. یہ میکانی اجزاء کے باقی حصے پر منحصر ہے جو مشین بنا دیتا ہے. یہ مشینیں سایپر یا امو موٹرز استعمال کرسکتے ہیں. (اور عام طور پر لاگت سے منسلک)
سی. پیشہ: کم قیمت؛ یہ نظام داخلہ سطح پر مشینوں پر بڑے پیمانے پر استعمال کیا جاتا ہے
د. کنس: +/-005 کی عام پوزیشننگ کی درستگی "
طریقہ 3: رینجر انکوڈر کے ساتھ پوزیشننگ اس طریقہ میں، مشین کے XY محور ٹیبل پر لکیری ترازو لگے جاتے ہیں اور ایک انڈرڈرر سفر بیم پر نصب ہوتا ہے جو اجزاء لے جاۓ گا. یہ طریقہ اس کی اصلی پوزیشن کو کنٹرول سسٹم میں واپس لے جائے گا اور اصل X اور Y محل وقوع کے کچھ مائکروسافٹ کے اجزاء کے لئے (جس میں عام طور پر 12،800 اضافہ ہوتا ہے) یا قدم - ہر ایک کے لئے سفر کا انچ). اس قسم میں بہترین مشینیں موومنٹ موٹرز استعمال کرتی ہیں.
ای. پیشہ: بہت زیادہ درستگی، +/- .0005 کے اندر اندر "؛ بہت تکرار
f. Cons: زیادہ مہنگی، لیکن اعلی قیمت کی پیداوار کے لئے ضروری ہے
نوٹ: انکوڈر (پوزیشن کی رائے سینسر) کی معیار، پورے نظام میں ایک اہم عنصر ہے اور اس پر درستگی کو متاثر کرتا ہے.
 تصویر 8: تمام ویلڈنگ کی تعمیر |
مشین تعمیر
جب منتخب اور جگہ کی مشین کا انتخاب کرتے ہیں، تو آپ کو یہ معلوم ہونا چاہئے کہ اس کی تعمیر اس کے مؤثر CPH کی حد اور اثرات کا تعین کرے گی، بشمول اجزاء فیڈرز کی تعداد میں اضافہ بھی شامل ہو گا.
1. تمام ویلڈڈ سٹیل: سب سے زیادہ درست مشین ایک فریم پڑے گا جس میں ٹھوس ویلڈڈ ساختار سٹیل ٹیوب کی تعمیر کی جاتی ہے. یہ درست پوزیشننگ اور X اور Y محور کی تیز رفتار تحریک کے لئے ضروری استحکام فراہم کرتا ہے. کسی تعمیراتی ماحول کے لئے یہ تعمیر کا طریقہ کار کی سفارش کی جاتی ہے، اور یہ جاری رہائش پذیری کے بغیر مستحکم رہیں گے.
2. بولٹ مل کر فریم: نکالنے والی ایلومینیم یا تشکیل شدہ شیٹ میٹل فریم ویلڈڈ فریم سے کم ابتدائی درستگی کے ساتھ آئے گی اور اس سے زیادہ آہستہ چلنے کی ضرورت ہوگی کیونکہ یہ ایکس - Y محور تحریک کی تیز رفتار جڑواں تبدیلیوں کو سنبھال نہیں سکتا. مزید برآں، یہ ممکنہ طور پر انشانکن سے باہر نکل جائے گا، جس میں مزدوری کا وقت، کم وقت اور پیداوار پر اثر پڑے گا. (کم لاگت عام طور پر کمزور تعمیر کی عکاسی کرتا ہے.)
سلنڈر / فلائی ڈسپنسنگ
کسی بھی چن اور جگہ کی مشین سیال ڈسپینس کے نظام کی پیشکش کرنے کے قابل ہونا چاہئے. زیادہ سے زیادہ عام مائعوں میں سولڈرڈ پیسٹز، چپکنے والی، چکنا کرنے والے مادے، ایپاکس، بہاؤ، گلو، سیلالٹس اور زیادہ شامل ہیں. یہ ایک قیمتی اختیار ہے جب پروٹوٹائپ یا ایک آف سی سی بی اسمبلیوں کی تعمیر کرتے ہیں جو وقف شدہ پرنٹر سٹینسل یا ورق کی لاگت کی ضمانت نہیں دیتے.
 نمبر 9: اجزاء فیڈرز کے ساتھ کام کی ڈیک |
متعلقہ فیڈرز
اگر مشین کی پیداوار چھوٹی سی تعداد میں اجزاء اور کام کی قسم کو وقف کیا جائے گا، تو فیڈرز کی تعداد اور شناخت کی شناخت کرنا بہت آسان ہے. تاہم، یہ عام طور پر معاہدہ اسمبلی کی دکانوں کے ساتھ نہیں ہے، کیونکہ وہ نہیں جانتے کہ کس قسم کا بورڈ اور اگلے کام کی ضرورت ہوگی. کچھ OEMs بورڈ کی ترتیب کی ایک وسیع رینج کے لئے لچک کی ضرورت ہوتی ہے، خاص طور پر اگر وہ پروٹوٹائپ اور کئی مختلف پروڈکشن بورڈز کے لئے ایک ہی مشین استعمال کرنا چاہتے ہیں. لہذا، ان صورتوں میں فیڈر کی سب سے بڑی تعداد فیڈر پوزیشن اور اختیارات کے ساتھ ایک مشین پر غور کرنے کے لۓ مفید ہے جو آپ کے خلا کو سنبھال سکتے ہیں.
فیڈر کی اقسام میں شامل ہیں:
کٹ پٹی ہولڈرز عام طور پر کم حجم دنیا کے ساتھ منسلک ہوتے ہیں.
میٹرکس ٹرے ہولڈرز ایسے اجزاء کے لئے استعمال ہوتے ہیں جو ٹیپ پر دستیاب نہیں ہیں.
ٹیوب فیڈر ٹیوبوں میں فراہم کردہ اجزاء کو تقسیم کرتے ہیں.
الیکٹرک ٹیپ (اور ریل) فیڈرز عام طور پر زیادہ مہنگا ہیں، لیکن بہترین طویل مدتی سرمایہ کاری پیش کرتے ہیں. الیکٹرک ٹیپ فیڈرز مختلف قسم کے سائز میں سنگل یونٹس کے طور پر دستیاب ہیں، اور 0201 اجزاء کی حد تک 56 ملی میٹر بڑے اجزاء تک دستیاب ہیں. بہت سے مینوفیکچررز اب ایک سے زیادہ فیڈر (بینک فیڈر کے نام سے جانا جاتا ہے) پیش کرتے ہیں. یہ 8 ملی میٹر ٹیپ کے لئے دستیاب ہیں، اور فی یونٹ بارہ 8 میٹر فیڈر لائنوں کے ساتھ ہر یونٹ میں آ سکتے ہیں.
 تصویر 10: ٹیپ فیڈر |
چونکہ اجزاء بہت سے فارموں میں پیک کیے جاتے ہیں، مثال کے طور پر، ٹیپ، کواڈ پیک، میٹرکس ٹرے، نلیاں، کٹ سٹرپس، وغیرہ وغیرہ پر متکریٹ اجزاء، آپ کی فیڈرز کا انتخاب آپ کی پیداوار پر منحصر ہوتا ہے بلکہ آپ کے پاس کسی بھی سائز کی پابندی پر بھی ہوگا. ایک اچھا آغاز نقطہ یہ ہے کہ آپ سب سے زیادہ فیڈرز خریدنے کے لۓ آپ کو پیش قدمی حاصل ہوسکتی ہے.
سافٹ ویئر
چن اور جگہ مشین کی خریداری پر غور کرتے وقت، سب سے اہم خیالات میں سے ایک سافٹ ویئر انٹرفیس ہے. صارفین کے لئے کم آپریٹنگ سسٹم کے تین بنیادی اہداف ہیں جن میں کم از کم وسط حجم کی حد تک، 8،000 CPH تک کی وضاحت کی گئی ہے:
استعمال کی آسانی سے زیادہ سے زیادہ
وسیع لچک فراہم کرنا
کارکردگی کی اصلاح
 نمبر 11: مشین کی بنیاد پر پلیٹ ہولڈنگ |
استعمال میں آسانی
کیونکہ چھوٹے پیمانے پر وسطی حجم اسمبلی کی کارروائیوں کو اکثر منصوبوں کو سوئچ کرنا ضروری ہے، سیٹ اپ اور استعمال میں آسانی کا ایک بہت زیادہ اہم عنصر ہے جس سے بڑی حجم آپریشن کے لۓ ہے جہاں ایک سیٹ اپ ہزاروں سینکڑوں اجزاء کا ایک حصہ چل سکتا ہے. نوکری کی دکان جمع کرنے کے لئے کافی حد تک ضروری ہونا ضروری ہے کہ مختلف پیداوار کے مطالبات کو پورا کرنے کے لئے بورڈ کے سائز اور اجزاء کے انتخاب کی وسیع حد میں تبدیلی کی جائے. اس مشین کو سیٹ اپ اور ٹیسٹنگ پر کشیدگی کے بغیر، جزو کے سائز کی ایک وسیع رینج کو بہت چھوٹا کرنے کے لۓ بھی بڑے پیمانے پر کرنے کے قابل ہونا ضروری ہے.
اس کے برعکس، بڑے پیمانے پر پیداوار کی مشینیں اکثر کئی ماڈیولز بنائے جاتے ہیں اور ان کے نظام کی جگہ لے لیتے ہیں، ان کی پوزیشن میں موجود ہیں جہاں انہیں بہترین پچ حصوں، چپ شوٹروں یا اختیاری کاموں کے لئے زیادہ تر ضرورت ہوتی ہے. یہ ہائی حجم پروڈیوسر کی پیداوار کی رفتار، کارکردگی اور معیار کو بہتر بنانے کے لئے ایک لائن کو اپنی مرضی کے مطابق کرنے کی اجازت دیتا ہے. ان ماحول میں، ایک طویل سیٹ اپ برداشت کیا جا سکتا ہے، کیونکہ یہ پیداوار کی کارکردگی میں تیار کیا جائے گا.
سب سے پہلے، کچھ بنیادی سوالات:
کیا آپ جو ماڈل دیکھ رہے ہیں وہ کمپیوٹر کے ساتھ آتے ہیں، یا صرف سافٹ ویئر؟ یہ نہایت اچھا ہے اور نہ ہی برا ہے، کیونکہ کچھ صارفین اپنے کمپیوٹر پر سافٹ ویئر انسٹال کرنا پسند کرتے ہیں؛ تاہم، ایک مکمل طور پر مربوط نظام کا یقین ہے کہ کوئی سافٹ ویئر مطابقت کے مسائل نہیں ہو گا، اور یہ تنصیب اور سیٹ اپ کو سنبھال سکتا ہے.
کیا مشین ایک واقف گرافیکل صارف انٹرفیس (جی آئی یو) پر چلتا ہے جیسے ونڈوز ™ یا ملکیت کا نظام؟ زیادہ سے زیادہ ہر آپریٹر ونڈوز کنونشنز کے بدیہی انٹرفیس کے ساتھ فوری طور پر واقف ہو جائے گا، استعمال میں تیزی سے ایک اہم عنصر، خاص طور پر ایک نئی مشین کے لئے. ایک ملکیتی جیآئآئ ممکن ہوسکتا ہے کہ ایک طویل سیکھنے والی وکر کی ضرورت ہو.
آپریٹر کی مہارت سیٹ کے ساتھ مشین فراہم کرنے والے کی طرف سے بڑھایا جانا چاہئے:
اچھی دستاویزات
ہاتھ پر تربیت یا ویڈیوز
مشین عام اجزاء اور بار بار معمولات کو سکھانے کے لئے افادیت
8،000 سے زائد CPH کو ہینڈل کرنے والی مشینوں کے لئے، اعلی سیکھنے والی وکر کی امید ہے کیونکہ پیچیدگی نمایاں طور پر بڑھتی ہے.
لچکدار
اس کی تلاش کرنے کے لئے ایک اہم افادیت ہے کہ اپنی مرضی کے مطابق اسمبلر کو بہت لچکدار ایک یونیورسل سی اے ڈی مترجم فنکشن (یو سی سی) ہے. یو ایس ٹی کو صارفین کو پروگرام تخلیق کرنے میں مدد کے لئے مشین کے ڈیٹا بیس میں چن اور جگہ کا ڈیٹا درآمد کرنے کی اجازت دیتا ہے. جب کوئی پروجیکٹ شروع ہو جاتا ہے، تو صارف کو پروگرام کو محفوظ شدہ فائلوں کی ترتیب سے چلانے کے لئے منتخب کرتا ہے. اس پروگرام کو یاد رکھنا ہے کیونکہ اس سے ایک بورڈ سے دوسرے پر فوری تبدیلی کی اجازت دیتا ہے.
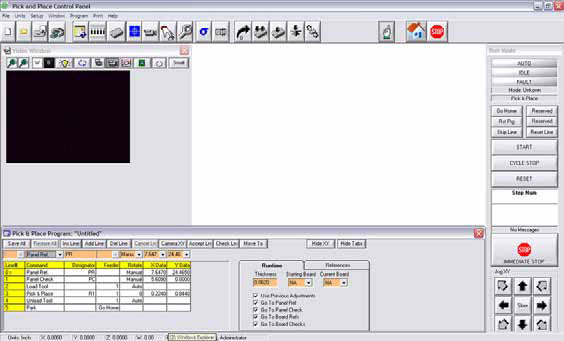
 تصویر 12: یونیورسل سی اے ڈی ٹرانسمیٹر (UCT) سافٹ ویئر پروگرام کی سکرین |
| 01. ٹیکسٹ ونڈو فائل کو درآمد اور اس کا مقام / راستہ دکھاتا ہے. 02. صارف کو CAD فائل کو درآمد کرنے کی اجازت دینے کی اجازت دینے کے لئے ونڈو کھولتا ہے. 03. فولڈر کو دکھاتا ہے جس میں تبدیل شدہ فائل میں. پی پی کی شکل میں محفوظ کیا جاسکتا ہے. 04. صارف کو مقام تبدیل کرنے کی اجازت دینے کے لئے ونڈو کھولتا ہے پریس فائل میں فولڈر فائل محفوظ کردی جائے گی. 05. برآمد کردہ فائل کا پہلے سے طے شدہ نام. اس ٹیکسٹ باکس میں ترمیم کرکے تبدیل کیا جا سکتا ہے. 06. درآمد کی اطلاع دیں. 07. اوپر- اگر منتخب / جانچ پڑتال کی جائے تو، سب سے اوپر کی طرف جزو کا تعین درآمد کیا جائے گا. 08. نیچے - اگر منتخب / جانچ پڑتال کی تو، نیچے کی جزو جزو کا تعین درآمد کیا جائے گا. 09. درآمد کرنے کے بعد فائل کا نام اور فائل کا راستہ / مقام دکھاتا ہے. 10. ان پٹ فائل پیش نظارہ فلٹر (50 لائن تک). | 11. پی ایچ پی کی فائل کے لئے ضروری غیر لازمی معلومات کو نظر انداز کرنے کے لئے داخل ہونے والے کردار. 12. درآمد کرنے کے عمل کے دوران CAD منتخب کریں اور جگہ سے نظر انداز کرنے کے لئے لائنوں کی تعداد درج کریں. 13. یا تو CComment چار یا Ignor لائنز کا استعمال کرتے ہوئے پیش نظارہ ونڈو میں تبصرہ لائنوں کے بغیر فائل دکھاتا ہے. 14. اپنی اصل شکل میں پیش نظارہ ونڈو میں فائل دکھاتا ہے (تبصرے سمیت). 15. معلومات باکس. 16. پروگرام کی لائنز دکھاتا ہے جو صارف کی وضاحت کردہ انتخاب سے درآمد کیا جائے گا. 17. اصل میں درآمد لائنوں دکھاتا ہے. 18. پی پی کی شکل میں درآمد لائنوں کو دکھاتا ہے. 19. پی ایچ پی کی شکل میں فائل درآمد کرنے کے لئے UCT عملدرآمد کی لائنوں کی تعداد دکھاتا ہے. 20. زاویہ ہر جگہ پر شامل کرتا ہے. |
ایک ماسٹر فیڈ اور جزو ڈیٹا بیس کا جائزہ لینے کے لئے ایک اور خصوصیت ہے. ایک بار جب آپریٹر کے اجزاء کے اعداد و شمار کو ذخیرہ کرتا ہے، تو یہ ہمیشہ کے لئے ہے اور کسی بھی نئے بورڈ کی تشکیل کے سیٹ اپ میں رسائی حاصل کی جاسکتی ہے. یہ ڈیٹا بیس بڑھتا ہے جب آپ اجزاء میں اضافہ کرتے ہیں، تو وقت کے ساتھ، آپ کم وقت کی پروگرامنگ اور زیادہ وقت کی پیداوار خرچ کریں گے. اکثر، ڈیٹا بیس انوینٹری کو یاد کرے گا، لہذا آپ اجزاء کا استعمال کرتے ہیں، باقی اسٹاک کو ہمیشہ چیک کرنے کے لئے دستیاب ہو گا. شیڈولنگ اور انوینٹری کی منصوبہ بندی کے لئے یہ ایک خاص خصوصیت ہے.
اس بات کا یقین کرنے کے لئے کہ اگر آپ سسٹم پر غور کررہے ہیں تو صرف پورے اجزاء کے ڈیٹا بیس سے بجائے خاص بورڈز کے لئے ڈیٹا ذخیرہ کرتا ہے. اگر ایسا ہے تو، یہ صرف مخصوص بورڈ جزو کے اعداد و شمار کو یاد کرے گا، اور یہ تمام دستیاب انوینٹری کو نہیں دکھایا جائے گا.
 نمبر 13: اصلاح کے لئے آف لائن تخروپن کی سکرین |
اصلاح
بعض افادیت اکثر ایک اچھی طرح سے ڈیزائن مشین کے ساتھ فراہم کی جاتی ہے تاکہ اس نظام کو ترتیب دینے اور پروگرام میں مدد ملے. بہتر کارکردگی کو متاثر کرنے والے سب سے اہم افادیت میں سے ایک آف لائن سافٹ ویئر ہے.
آف لائن سافٹ ویئر کو صارف کو پروگرامنگ کے لئے ایک ریموٹ ماحول میں مشین کی معمول کو منتخب کرنے کی جگہ کی اجازت دیتا ہے. یہ کسی بھی کمپیوٹر پر نصب کیا جا سکتا ہے اور مشین کی جی آئی یو کی طرح لگ رہا ہے. اس کو صارف کو افعال ترتیب دینے اور سب سے موثر استعمال اور رفتار کے لئے پروگرام کی لائنز میں ترمیم کرنے کی اجازت دیتا ہے، مثال کے طور پر، اسی ترتیب میں ایک جیسے قسم کے اجزاء کو مجموعی طور پر، آلے کی تبدیلیوں کو کم کرنے اور ان افعال کو انجام دینے کے وقت کے وقت. اس مشین پر چلانے سے قبل کثیر بورڈوں کے لئے بورڈ حوالہ جات بھی بنا سکتے ہیں.
کام میں تبدیلی کی رفتار تیز کرنے کے لئے سافٹ ویئر انٹرفیس میں معمولی کارروائیوں کے لئے ذیلی روڈیاں شامل کرنا چاہئے، جیسے میٹرکس ٹرے کی ترتیب، پٹی فیڈرز کی شناخت، اور وژن مرکز کے لئے تدریس. آخری نقطہ پر توسیع، تصویر کی تشریح واضح اور براہ راست ہونا چاہئے؛ اگر یہ نہیں ہے - اور مشین میں ایک جزو کو ایک جزو کو تسلیم کرنا پڑتا ہے - نتیجے میں ایک غلط اجزاء ہوسکتا ہے، جس کے نتیجے میں بہت غیر ضروری دوبارہ کام ہوتا ہے. ایک اچھی طرح سے ڈیزائن کردہ سافٹ ویئر انٹرفیس ہر اجزاء کی نوعیت کے لۓ تصویر کی خصوصیات کی ایک حد پر قبضہ کرے گا جو قابل قبول حصہ کے تمام نمائندے ہیں، اور اسے منظور شدہ فائل کے طور پر محفوظ کریں گے. اس میں رفتار، دوبارہ استحکام اور کارکردگی، اور حتمی بورڈ کے معیار کو بہتر بنایا جاتا ہے.
دوسرے خیالات
معیار کے انتخاب اور جگہ کی جسمانی خصوصیات جیسے ہی "نرم" خصوصیات ہیں. چیک کرنے کے لئے یقینی بنائیں:
سائٹ یا فیکٹری کی تربیت کی دستیابی؟
دور دراز تشخیصی - کیا آپ کے فروش کو آن لائن سپورٹ کے ذریعہ فراہم کر سکتا ہے؟
خطرناک سافٹ ویئر اپ ڈیٹس - کیا وہ مفت آتے ہیں یا لاگت کے ساتھ؟
کیا سافٹ ویئر انٹرفیس پری فروخت کے جائزے کے لئے دستیاب ہے؟
وینڈر سپورٹ
کسی بھی قسم کے ایس ایم ٹی مشین کا اندازہ کرتے وقت، آپ کی خریداری کا سب سے اہم اثاثہ فیکٹری کی مدد پر غور کریں. سیکھنے کا بہترین طریقہ یہ ہے کہ کس طرح کمپنی اپنے صارفین کے ساتھ سلوک کرے، منہ کا لفظ ہے. بہت سے گاہکوں سے بات کرنے کے لئے بات کریں کہ وہ مشین، بیچنے والے اور معاونت کے ساتھ کتنے خوش ہوں. مینوفیکچرنگ پلانٹ کہاں ہے؟ کیا وہ فون پر صف بندی کے مسائل کو حل کرنے میں مدد کرسکتے ہیں؟ کیا وہ فیلڈ سروس پیش کرتے ہیں؟ کیا ان کے پاس فوری طور پر شپمنٹ کے لئے اسٹاک میں اسپیئر پارٹس ہیں؟ اگرچہ دستی، مشینی مدد یا بہتر کردہ دستی انتخاب اور جگہ کی مشینوں کے لئے استعمال شدہ مارکیٹ نہیں ہے، ابھی تک یہ بھی آپ کے سپلائر میدان میں اپنی بڑی مشینیں کے بارے میں پوچھنا اچھا خیال ہے، اور اگر سڑک کے نیچے، اسپیئر پارٹس ہیں دستیاب، اور اس کی صلاحیت کے بارے میں ایک اسپیئر حصہ کو اپنی مرضی کے مطابق کرنے کے لئے اگر مشین غیر ملکی ہو. پوچھو کہ مصنوعات کی متوقع زندگی سائیکل کیا ہے. صنعت کا معیار سات سال ہے. یاد رکھیں، ایک حقیقی کارخانہ دار اور ایک سامان سپلائر یا ڈسٹریبیوٹر کے درمیان فرق ہے.